 CÔNG TY TNHH THƯƠNG MẠI VÀ DỊCH VỤ CƠ KHÍ HOÀN THIỆN
CÔNG TY TNHH THƯƠNG MẠI VÀ DỊCH VỤ CƠ KHÍ HOÀN THIỆN
CÔNG TY TNHH TM - DV CƠ KHÍ HOÀN THIỆN
Địa chỉ: 36/34,Nguyễn Gia Trí, Phường 25, Quận Bình Thạnh., TP Hồ Chí Minh
Tel: +028-62587684~6 - Fax: +028-62587687 Email: htcl@hoanthien-tools.com.vn
Hỗ trợ kĩ thuật: Tungaloy Vietnam (LE 04-38, Lexington Residence , 67 Mai Chí Thọ, Phường An Phú, Quận 2, TP. HCM)
Tel: +028-37406660 Fax: +028-37406662 Email: info@tungaloy.vn





Danh mục sản phẩm



 Trang chủTin tức & sự kiệnTin Công NghệKhám phá những hiểu biết sâu sắc về tạo rãnh chính xác với Tungaloy
Trang chủTin tức & sự kiệnTin Công NghệKhám phá những hiểu biết sâu sắc về tạo rãnh chính xác với Tungaloy
Khám phá những hiểu biết sâu sắc về tạo rãnh chính xác với Tungaloy
Khi chọn một dụng cụ tạo rãnh có đường kính ngoài, lựa chọn ưu tiên là loại kẹp. Ưu điểm đặc biệt của dụng cụ tạo rãnh kẹp nằm ở khả năng thực hiện cả chức năng xẻ rãnh và ăn dao chéo một cách liền mạch chỉ bằng một dụng cụ duy nhất. Hơn nữa, nên chọn công cụ dựa trên yêu cầu gia công cụ thể. Lựa chọn loại tự kẹp, đảm bảo khả năng kiểm soát chip vượt trội, đặc biệt phù hợp với các rãnh sâu. Ngoài ra, hãy xem xét loại kẹp vít khi gia công với độ cứng phôi thấp, điều chỉnh việc lựa chọn dao phù hợp với mục đích gia công đã định để có hiệu suất tối ưu.
Khuyến nghị của Tungaloy:



2. Độ chính xác của chiều rộng rãnh
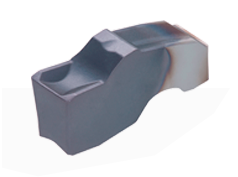
Hạt dao có thể được phân loại thành hai loại chính: sản phẩm ép, trải qua lớp phủ sau quá trình ép và sản phẩm nghiền, được đánh bóng để nâng cao độ chính xác. Hạt dao được đánh bóng thể hiện độ chính xác xử lý cao, với việc lựa chọn tùy thuộc vào yêu cầu độ chính xác cụ thể của phôi. Hơn nữa, mức độ nhô ra của phôi và chiều rộng rãnh của phoi ảnh hưởng đáng kể đến độ chính xác gia công. Phần nhô ra kéo dài có thể dẫn đến hiện tượng phôi bị cong do lực cản cắt tăng cao. Ngược lại, chiều rộng rãnh nhọn hoặc bán kính góc nhỏ hơn có thể giảm thiểu lực cản cắt. Việc xem xét cẩn thận các yếu tố này là rất quan trọng để tối ưu hóa hiệu suất gia công.
Dung sai chiều rộng điển hình:
Hạt dao ép: W ± 0,05 mm (0,002")
Hạt dao tiếp đất: W ± 0,025 mm (0,001")

3. Xử lý nguồn cấp dữ liệu ngang
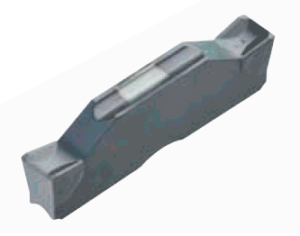
Gia công bước tiến chéo với dụng cụ tạo rãnh mang lại những ưu điểm như giảm nồng độ dụng cụ và thời gian gia công ngắn hơn, đặc biệt hiệu quả đối với độ sâu rãnh nông so với chiều rộng. Tuy nhiên, độ chính xác trong việc sử dụng công cụ và tuân thủ các đường dẫn công cụ cụ thể là rất quan trọng để có kết quả tối ưu. Để đảm bảo gia công bước tiến chéo thành công, điều tối quan trọng là phải chú ý đến hướng dẫn lắp đặt và cắt.
Giảm thiểu lực cản do góc hở (α) trong quá trình lệch dao giúp tạo điều kiện gia công bước tiến chéo hiệu quả. Ngoài ra, việc duy trì độ ổn định của bước tiến ngang đòi hỏi độ sâu cắt tối thiểu vượt quá góc phoi R (rƐ), với độ sâu cắt tối đa được đặt lý tưởng ở khoảng 80% chiều rộng rãnh (W).

Lưu ý về Đường chạy dao (Rãnh + Bước tiến bên)
Trong gia công bước tiến chéo, lực cản cắt tiềm ẩn có nguy cơ gãy dụng cụ nếu không giải quyết được độ lệch. Để giảm thiểu điều này, hãy đảm bảo rằng dụng cụ được di chuyển cách phôi gia công gần tường khoảng 0,1 mm trước khi bắt đầu thao tác xẻ rãnh tiếp theo. Ngoài ra, nếu được yêu cầu, hãy giải quyết mọi điểm bất thường trên các cạnh thành do quá trình đột ban đầu khi kết thúc quy trình gia công tổng thể.

Lưu ý về đường chạy dao (Gia công góc R)
Việc thực hiện sao chép dọc theo bán kính góc có nguy cơ tác dụng lực đồng thời từ hai hướng, làm tăng khả năng gãy dụng cụ. Để giải quyết mối lo ngại này, hãy áp dụng chiến lược đục lỗ vào cạnh góc R và vạch dọc theo mép tường. Cách tiếp cận này giảm thiểu hiệu quả lực tác dụng đồng thời từ hai hướng, giảm nguy cơ hư hỏng dụng cụ.

Thông tin khác
- Exchangeable head tooling solutions
- Một bước đột phá với việc thiết lập công cụ bên ngoài máy dành cho máy tiện Thụy Sĩ cải thiện đáng kể năng suất
- Nâng cao độ chính xác trong gia công máy tiện tự động: Giới thiệu cải tiến SH7025
- TinyMiniTurn Offers CBN-tipped Boring Bars for Hard Part Machining
- Tungaloy Expands DoMultiRec’s Multifunctional Machining Capability
- AddInternalCut to Include Grooving Inserts for Industry-Standard Circlip Groove Profiles from 0.5 mm
- The AH8000 Series of Turning Inserts Offers SDM Chipbreaker for Longer Tool Life in Heat-Resistant Superalloys