 CÔNG TY TNHH THƯƠNG MẠI VÀ DỊCH VỤ CƠ KHÍ HOÀN THIỆN
CÔNG TY TNHH THƯƠNG MẠI VÀ DỊCH VỤ CƠ KHÍ HOÀN THIỆN
CÔNG TY TNHH TM - DV CƠ KHÍ HOÀN THIỆN
Địa chỉ: 36/34,Nguyễn Gia Trí, Phường 25, Quận Bình Thạnh., TP Hồ Chí Minh
Tel: +028-62587684~6 - Fax: +028-62587687 Email: htcl@hoanthien-tools.com.vn
Hỗ trợ kĩ thuật: Tungaloy Vietnam (LE 04-38, Lexington Residence , 67 Mai Chí Thọ, Phường An Phú, Quận 2, TP. HCM)
Tel: +028-37406660 Fax: +028-37406662 Email: info@tungaloy.vn





Danh mục sản phẩm



 Trang chủTin tức & sự kiệnPress releaseMột bước đột phá với việc thiết lập công cụ bên ngoài máy dành cho máy tiện Thụy Sĩ cải thiện đáng kể năng suất
Trang chủTin tức & sự kiệnPress releaseMột bước đột phá với việc thiết lập công cụ bên ngoài máy dành cho máy tiện Thụy Sĩ cải thiện đáng kể năng suất
Một bước đột phá với việc thiết lập công cụ bên ngoài máy dành cho máy tiện Thụy Sĩ cải thiện đáng kể năng suất
Ông Ishiguro, đại diện bán hàng của Tungaloy và ông Matsuda, giám đốc nhà máy của Suzuki Manufacturing Co., Ltd., gặp nhau lần đầu vào năm 2018 khi ông Ishiguro cùng đại lý Taruishi đến thăm công ty để giới thiệu về bản thân. Ông Matsuda đã duy trì mối quan hệ lâu dài với Tungaloy và ông Ishiguro thực tế là đại diện bán hàng thứ năm được giao cho Suzuki Manufacturing Co., Ltd.
Qua nhiều năm, mối quan hệ của họ trở nên bền chặt hơn thông qua các chuyến thăm, hội thảo và triển lãm thường xuyên; sự hợp tác của họ đã mở rộng ra ngoài việc bán sản phẩm đơn giản để bao gồm việc thử nghiệm các công cụ cắt nguyên mẫu trên máy của công ty.

Rào cản trong việc nâng cao hiệu quả với máy tiện Thụy Sĩ
Tại Suzuki Manufacturing Co., Ltd., các bộ phận nhỏ được sử dụng trong sản phẩm chính của họ là máy may được sản xuất nội bộ bằng máy tiện Thụy Sĩ. Với máy tiện Thụy Sĩ, việc tăng cường sử dụng máy là rất quan trọng để tăng năng suất. Tuy nhiên, nhiều bước và thời gian dài cần thiết để thay thế hạt dao cũng như thay đổi thiết lập công cụ đã ngăn cản công ty cải thiện tỷ lệ sử dụng máy của họ.

Ông Matsuda, giám đốc nhà máy
“Chúng tôi phải thay các hạt dao và lắp đặt các công cụ bên trong máy. Việc này tốn thời gian và đòi hỏi độ chính xác nên nhiệm vụ này đặc biệt khó khăn đối với những người mới vận hành máy. Cải thiện quy trình thay thế dụng cụ trong dây chuyền máy tiện Thụy Sĩ từ lâu đã là một thách thức lớn đối với chúng tôi.”
Các bước cần thiết để thay thế các phần chèn và thiết lập các công cụ
Để thay đổi góc chèn:
- Người vận hành thay thế miếng chèn bên trong máy.
- Với giá đỡ vẫn được gắn vào trụ dụng cụ, người vận hành nới lỏng vít và tháo hạt dao.
- Người vận hành thay đổi góc và siết chặt vít.
Để thay đổi phần chèn và công cụ:
- Người vận hành tháo giá đỡ dụng cụ ra khỏi trụ dụng cụ.
- Giá đỡ dụng cụ được lấy ra khỏi máy và người vận hành thay hạt dao ra bên ngoài.
- Người vận hành sửa vị trí của đầu dao bằng phương pháp dưới đây.
Phương pháp dùng để sửa vị trí của đầu dụng cụ
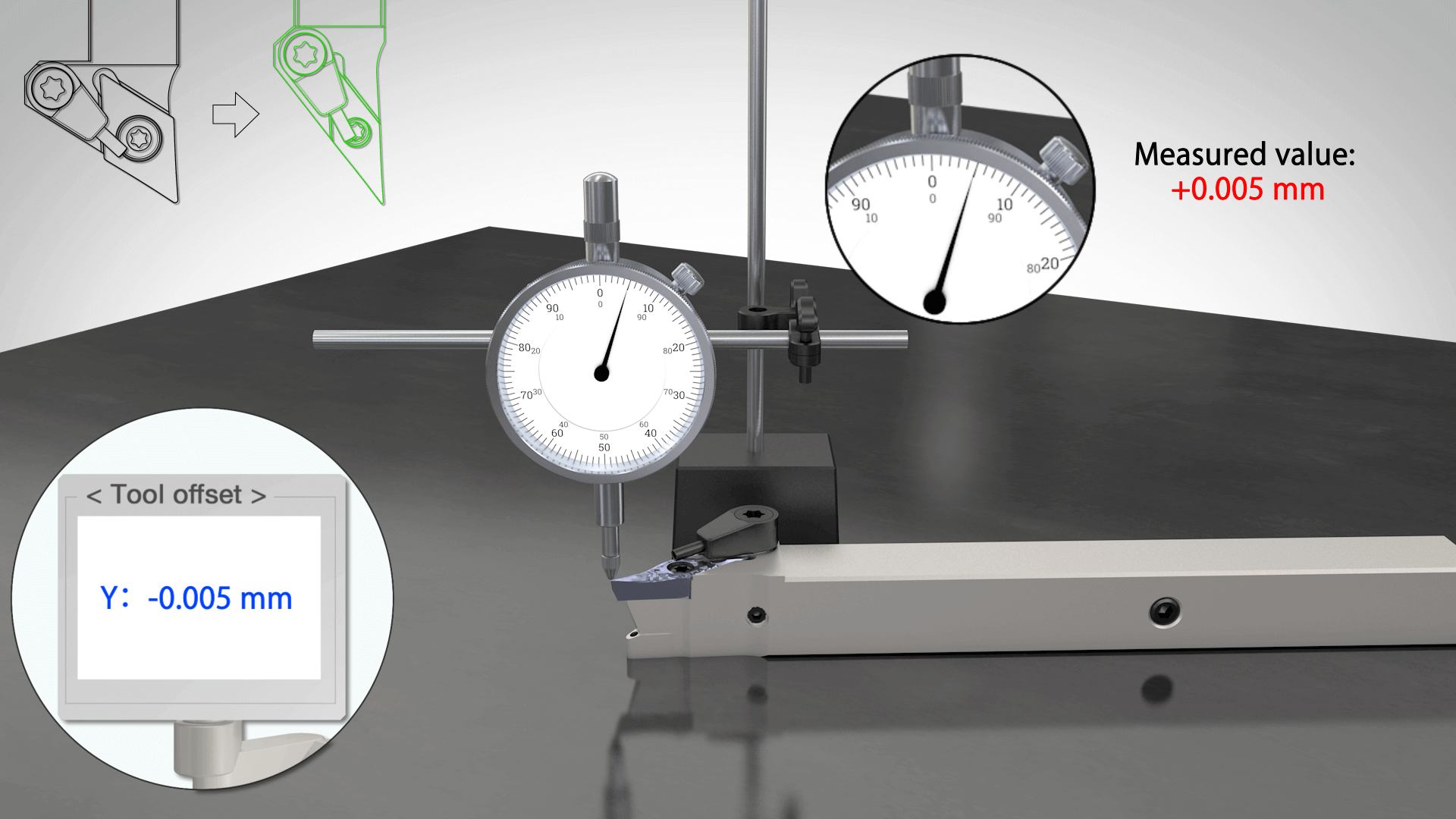
1. Điều chỉnh độ cao cạnh (trục Y)
- Đặt mẫu chiều cao tham chiếu lên bệ máy và đặt đồng hồ đo về 0.
- Đo vị trí đầu dụng cụ của dụng cụ mới bằng đồng hồ đo.
- Nhập chênh lệch trong phép đo dưới dạng hiệu chỉnh bù dao trên trục Y.
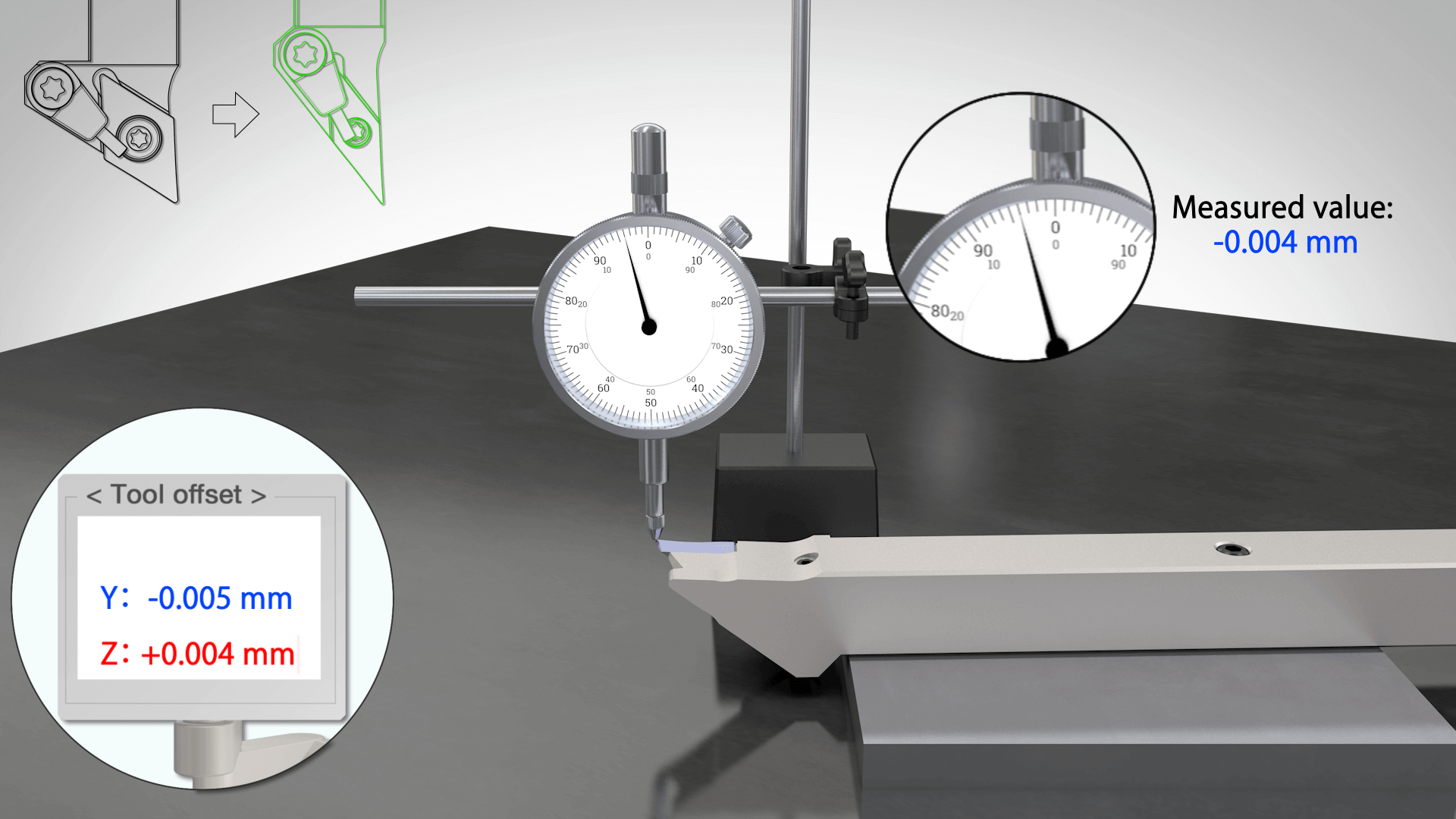
2. Điều chỉnh số đo dọc của phôi (trục Z)
- Đặt mẫu chiều cao tham chiếu lên bệ máy và đặt đồng hồ đo về 0.
- Đo vị trí đầu dụng cụ của dụng cụ mới bằng đồng hồ đo.
- Nhập chênh lệch trong phép đo dưới dạng hiệu chỉnh bù dao trên trục Z.
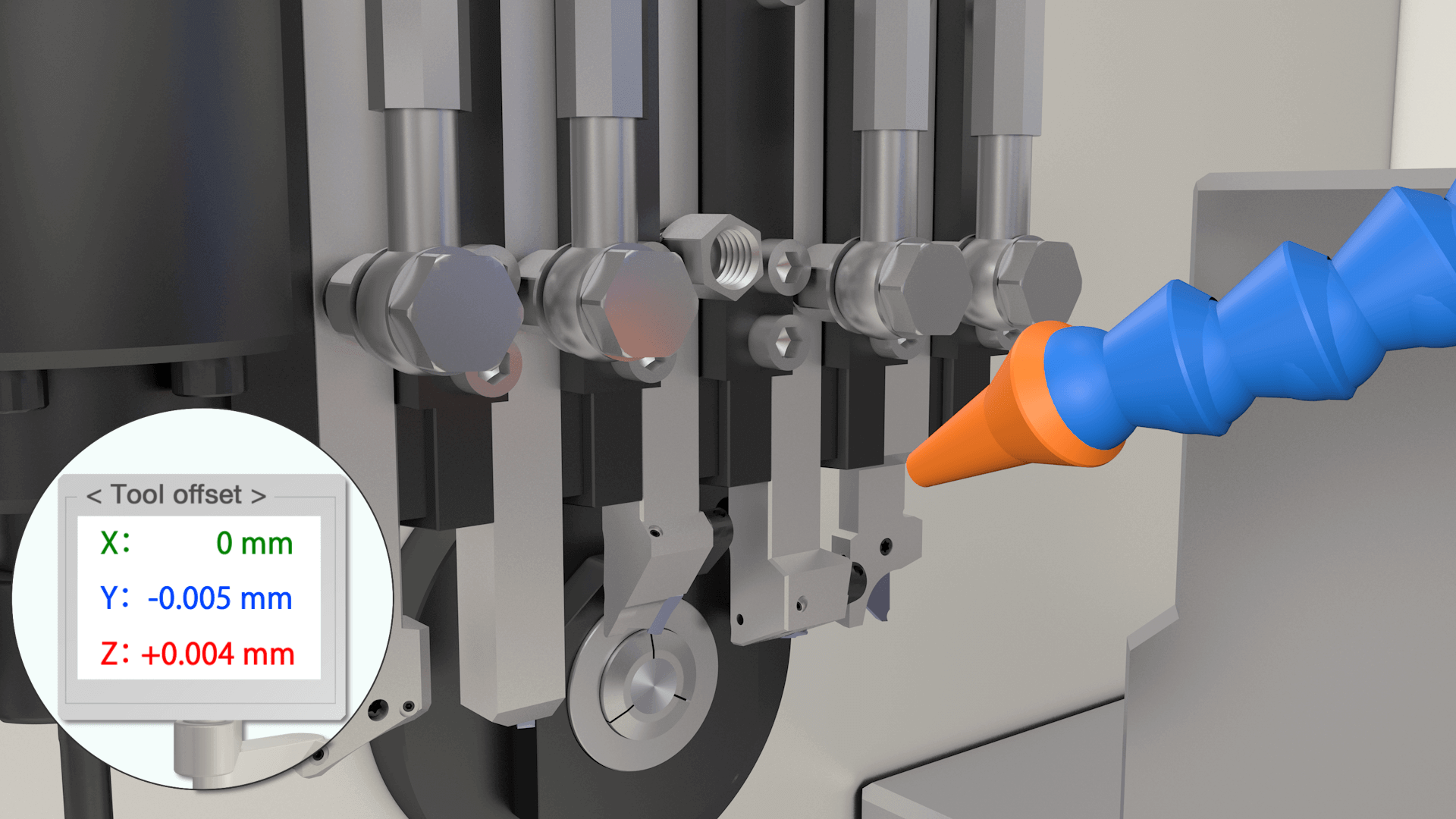
3. Điều chỉnh đường kính (trục X)
- Đặt công cụ mới vào vị trí công cụ.
- Kéo dài thanh ra khỏi ống lót và làm cho lưỡi cắt tiếp xúc với đường kính ngoài của nó.
- Trong khi lưỡi cắt tiếp xúc, hãy siết chặt và cố định dụng cụ bằng bu-lông cố định.

Ông Mito, Trưởng phòng
“Việc thay đổi phần chèn và thiết lập công cụ bao gồm nhiều bước và chúng tôi cần phải cẩn thận để không mắc bất kỳ sai sót nào. Không gian hạn chế bên trong máy tiện Thụy Sĩ khiến ngay cả những công việc đơn giản như thay hạt dao hoặc đầu cặp cũng trở nên khó khăn. Trụ dụng cụ nhỏ gọn và không gian hạn chế giữa các dụng cụ liền kề và gần ống lót cũng khiến quá trình này trở nên phức tạp hơn. Kết quả là người vận hành thường đánh rơi các hạt dao và ốc vít bên trong máy. Việc tìm kiếm chúng đã tốn rất nhiều thời gian và chúng tôi chưa bao giờ tìm thấy một số trong số chúng. Như bạn có thể thấy, chúng tôi đang lãng phí thời gian và tiền bạc. Vấn đề này từ lâu đã là một vấn đề nghiêm trọng đối với chúng tôi.”
Người vận hành cần thay hạt dao và dụng cụ trong một không gian hạn chế bên trong máy.

Tìm kiếm giải pháp để khắc phục vấn đề
Ông Ishiguro, đại diện bán hàng Tungaloy, đã tìm kiếm giải pháp cho thách thức mà Suzuki Manufacturing Co., Ltd. phải đối mặt. Đây là thời điểm sản phẩm mới ModuMini-Turn, được thiết kế cho máy tiện Thụy Sĩ, được tung ra thị trường. Công cụ có thể thay đổi đầu mang lại khả năng vận hành tuyệt vời và độ chính xác gia công. Nó cho phép người vận hành thay đổi hạt dao trong khi cán vẫn được lắp trên trụ dao. Cơ chế khớp nối độc đáo của nó đảm bảo rằng đầu được kẹp chắc chắn, cho phép định vị đầu dụng cụ có độ chính xác cao.


Ông Ishiguro, đại diện bán hàng Tungaloy
“Tôi có linh cảm rằng ModuMini-Turn sẽ giải quyết những thách thức trong việc trao đổi dao trong máy tiện Thụy Sĩ. Nó được tung ra thị trường vào tháng 9 năm 2021 và tôi đã ngay lập tức giới thiệu nó với Suzuki Manufacturing Co., Ltd ”.
Ông Matsuda, giám đốc nhà máy
“Khi tôi nghe về công cụ này từ ông Ishiguro, tôi cũng có cảm giác rằng nó sẽ giải quyết được vấn đề của chúng tôi. Để tận dụng các đặc tính của sản phẩm, chúng tôi nghĩ cách tiếp cận tốt nhất là thay hạt dao bên ngoài máy và nhanh chóng chuyển đổi công cụ mà không cần đo hoặc điều chỉnh vị trí đầu dao .”
Tiềm năng thiết lập công cụ bên ngoài máy
Ông Matsuda tin rằng ý tưởng này có thể giải quyết được những vướng mắc của họ và tiến hành thử nghiệm sản phẩm. Kế hoạch ban đầu như sau:
- Tháo đầu ra khỏi chuôi bên trong máy (trong khi vẫn giữ chuôi gắn vào trụ dụng cụ).
- Chuẩn bị đầu thay thế có miếng đệm đã được lắp sẵn bên ngoài máy.
- Gắn đầu thay thế này vào chuôi bên trong máy và tiến hành quá trình gia công.
Ông Matsuda, giám đốc nhà máy
“Mối quan tâm chính của tôi với thao tác này là độ chính xác của vị trí đầu dao (chiều cao tâm, đường kính và hướng dọc của phôi). Chúng tôi đã chuẩn bị một số kết hợp cán và đầu ModuMini-Turn và đo lường sự thay đổi về độ chính xác của đầu dụng cụ. Thật không may, các biến thể không nằm trong phạm vi độ chính xác cần thiết, đặc biệt là với hạt dao loại M được sử dụng trong đúc ép, cho thấy sai số lớn hơn 0,1 mm. Chúng tôi miễn cưỡng từ bỏ phương pháp này.”
Mặc dù kế hoạch ban đầu của họ không thành công, nhưng việc trao đổi đầu dễ dàng và khả năng thay đổi hạt dao bên ngoài máy dường như đã hấp dẫn công ty. Ông Matsuda nói: “Chúng tôi muốn bằng cách nào đó tìm ra cách thiết lập các công cụ bên ngoài máy bằng ModuMini-Turn.” Để đạt được mục tiêu này, ông Matsuda đã bổ nhiệm ông Tasaki từ bộ phận sản xuất phụ trách dự án.
Thiết lập quy trình đo lường vị trí lưỡi cắt và thực hiện điều chỉnh

Ông Tasaki
“Tôi chắc chắn rằng năng suất của chúng tôi sẽ cải thiện đáng kể nếu chúng tôi có thể thiết lập cách thiết lập các công cụ bên ngoài máy cũng như đo lường và điều chỉnh các vị trí đầu dao. Bên cạnh những sự cố nhỏ như làm rơi hạt dao và ốc vít bên trong máy, các công cụ có thể được lắp đặt theo một góc không đúng cách, dẫn đến gia công các bộ phận bị lỗi. Chúng tôi cũng có những trường hợp trong đó dụng cụ chạy vào vật liệu phôi hoặc bạc lót do nhập sai giá trị cho hiệu chỉnh bù dao. Những vấn đề này có thể gây ra sự chậm trễ đáng kể trong lịch trình sản xuất do cần có thời gian để kiểm tra lại độ chính xác. Để ngăn những rắc rối lớn như vậy xảy ra, tôi đã cam kết tìm ra giải pháp cho quy trình thiết lập công cụ của chúng tôi.”
Sau nhiều lần phân tích và kiểm tra, cuối cùng ông Tasaki cũng tìm được con đường đúng đắn.
Phương pháp dùng để điều chỉnh vị trí của đầu dao bên ngoài máy bằng đồ gá đặc biệt và chuôi/đầu chính
Để thay đổi góc chèn:
- Chuẩn bị một gá đo chuyên dụng.
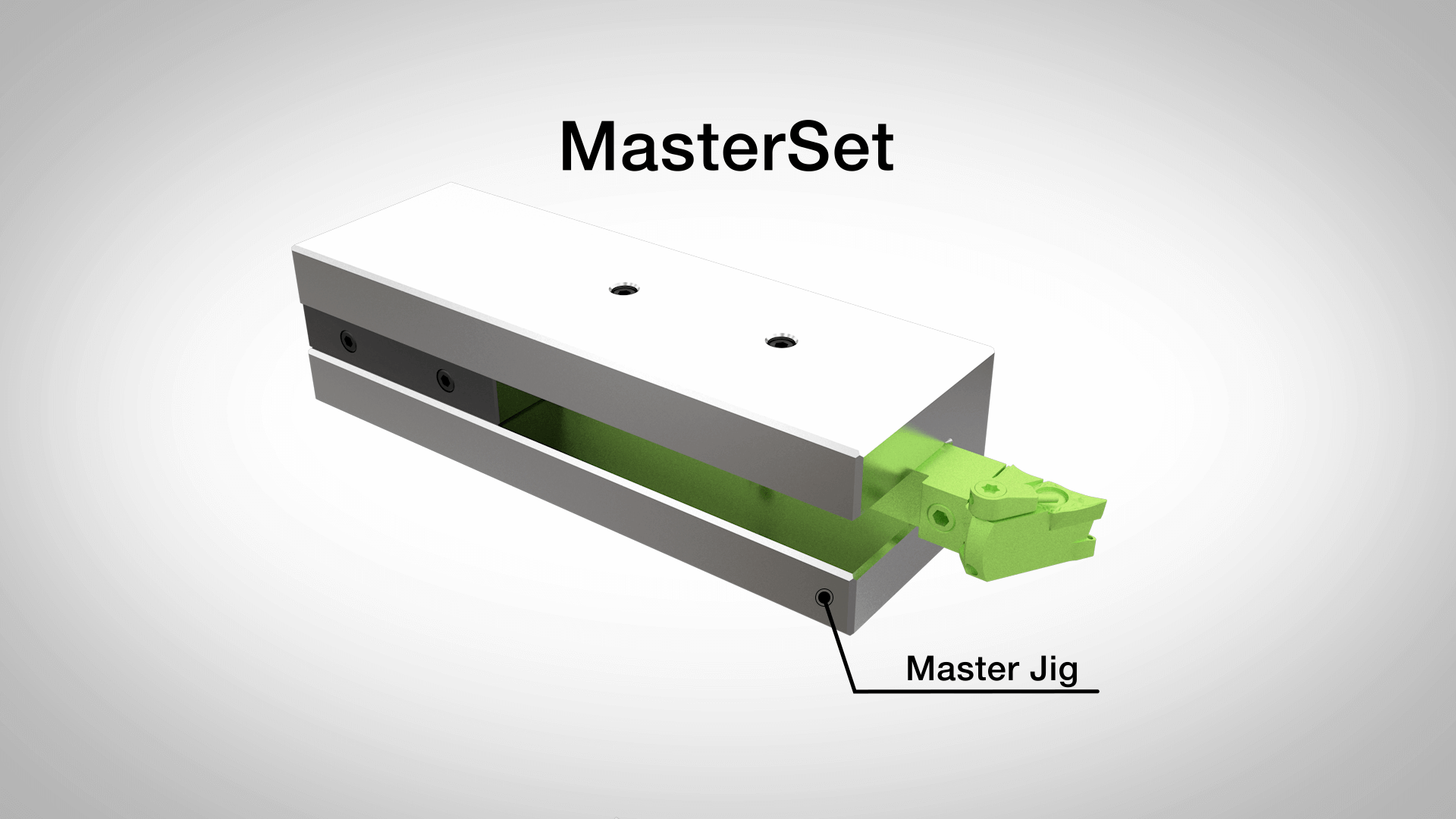
- Xác định thân và đầu chính để làm tiêu chuẩn đo lường và sử dụng chúng làm tài liệu tham khảo cho việc hiệu chỉnh đầu vào.
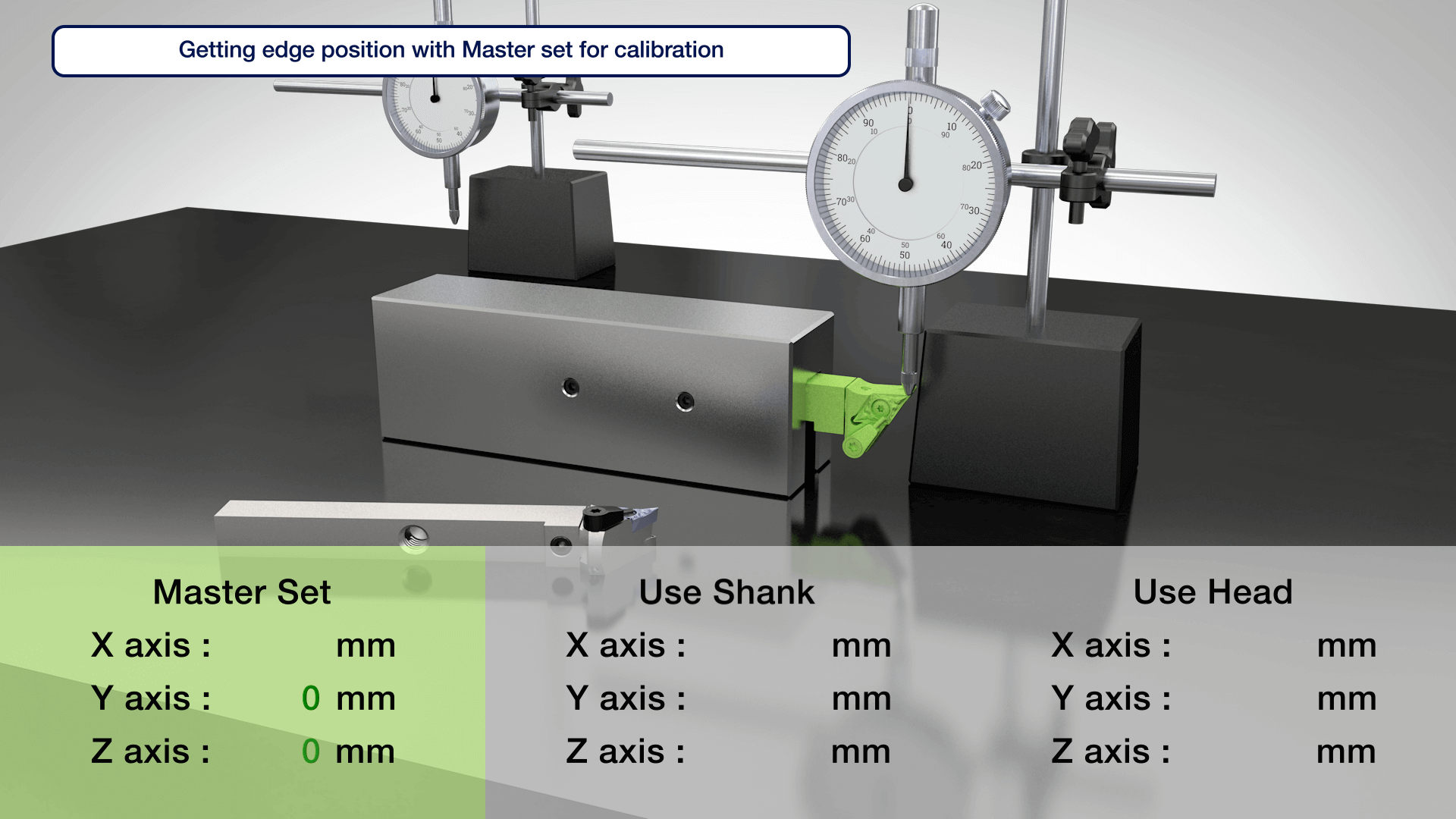
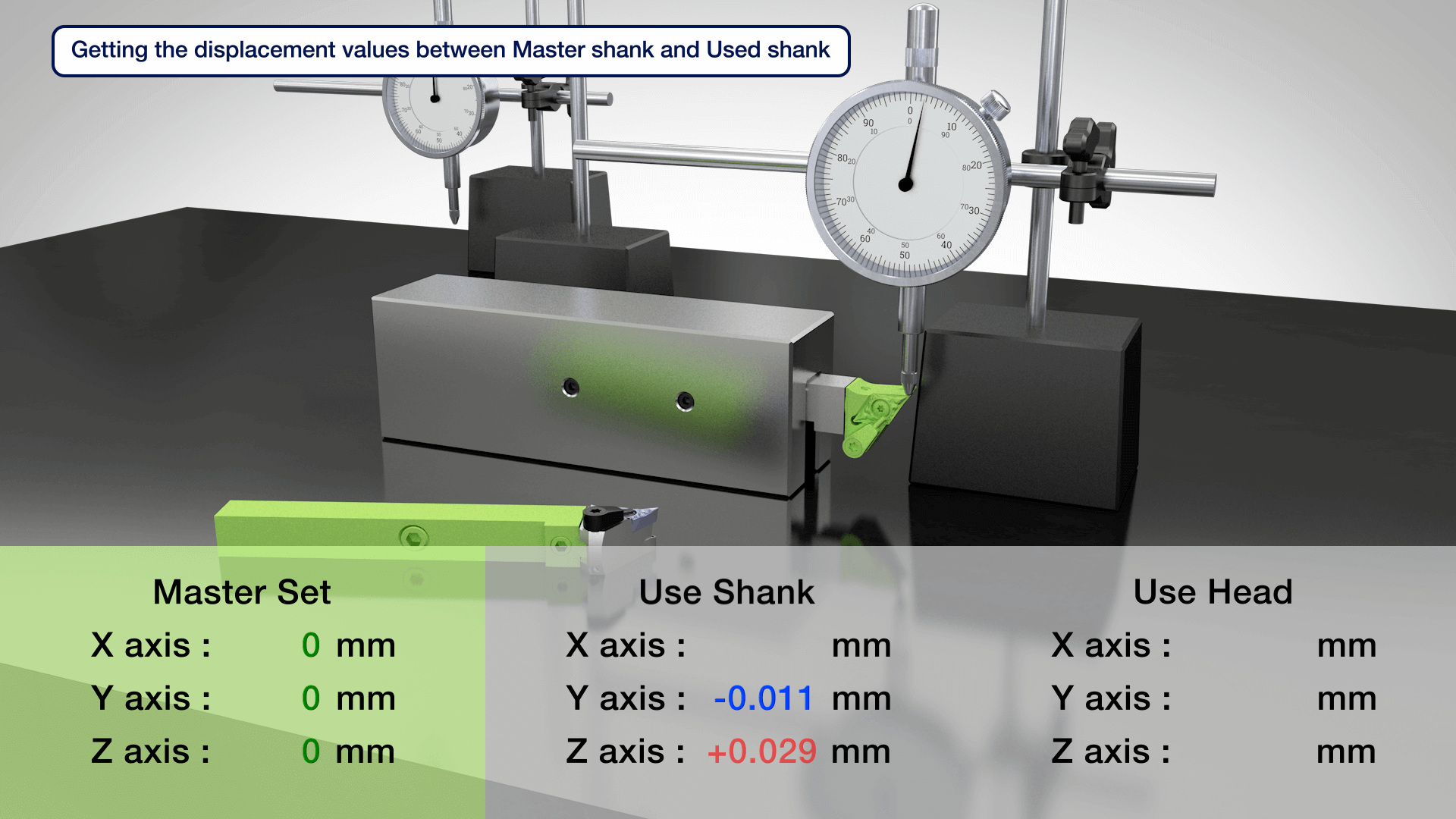
Để sửa vị trí đầu dao (trục X, Y và Z):
- Gắn đầu chính vào thân sẽ được lắp vào máy. Sau đó, đo sự khác biệt về chiều cao tâm (trục Y), đường kính (trục X) và hướng dọc của phôi (trục Z) cho mỗi cán được sử dụng so với các giá trị của sự kết hợp của chân và đầu chủ.
- Sau khi đo, lắp thân vào bên trong máy.
Thông tin khác
- Exchangeable head tooling solutions
- Nâng cao độ chính xác trong gia công máy tiện tự động: Giới thiệu cải tiến SH7025
- TinyMiniTurn Offers CBN-tipped Boring Bars for Hard Part Machining
- Tungaloy Expands DoMultiRec’s Multifunctional Machining Capability
- AddInternalCut to Include Grooving Inserts for Industry-Standard Circlip Groove Profiles from 0.5 mm
- The AH8000 Series of Turning Inserts Offers SDM Chipbreaker for Longer Tool Life in Heat-Resistant Superalloys
- Tungaloy’s DrillMeister Offers Chamfering Holders for Small Diameter Holes